Líneas de formado de viales para la industria farmacéutica - Stevanato Group
Diseño y fabricación de líneas avanzadas de conversión para viales de vidrio que garantizan alta eficiencia y flexibilidad.
Home - Soluciones integradas para la industria farmacéutica y del cuidado de la salud - Stevanato Group > Tecnologías y Equipo de Manufactura - Stevanato Group > Líneas de conversión de vidrio para la industria farmacéutica - Stevanato Group > Líneas de formado de viales para la industria farmacéutica - Stevanato Group
Las líneas de formado de viales de Stevanato Group vienen en una variedad de especificaciones que varían según los requisitos de producción. Al mantener una estrecha relación con el cliente en cada paso del proceso, se diseñan y fabrican equipos totalmente personalizados, construidos especialmente para producir viales con dimensiones y formas a la medida.
Resumen
CARACTERÍSTICAS
3BS30
BS30 EV
BZ 16
BZ HS
BZ HS DOBLE
Mejor aplicación
Máquina de formado de alta velocidad, ideal para la producción de grandes lotes
Máquina de formado de viales de última generación, equipada con servomotores
Es una máquina sumamente flexible, ideal para la producción de lotes pequeños y medianos de viales estándar y no estándar
BZ HS es la versión de alta velocidad del BZ16, equipado con servomotores
Compuesto por 2 máquinas de formado de una sola salida combinadas en una sola línea, es capaz de producir grandes cantidades de viales a alta velocidad
Tamaño del tubo
STD Ø de 11 a 31mm (disponible hasta Ø 40mm)
STD Ø de 13 a 34mm (disponible hasta Ø 40mm)
STD Ø de 13 a 34mm, (disponible hasta Ø 50mm)
STD Ø de 13 a 34mm, (disponible hasta Ø 50mm)
STD Ø de 13 a 34mm, (disponible hasta Ø 50mm)
Viales por ciclo
2
2
1
1
1 x 2 machines
Máxima velocidad mecánica
45 movimientos de índice/minuto (90pzs/min)
54 movimientos de índice/minuto (108pzs/min – velocidad teórica)
40 movimientos de índice
60 movimientos de índice
60 movimientos de índice
No. de mandriles
30 mandriles superiores para formado de cuello y 20 mandriles inferiores para formado de fondo (10 en cada lado)
30 mandriles superiores - 24 inferiores (12 en cada lado)
16 mandriles superiores para formado de cuello y 10 mandriles inferiores para formado de fondo
16 mandriles superiores para formado de cuello y 10 mandriles inferiores para formado de fondo
16 mandriles superiores para formado de cuello y 10 mandriles inferiores para formado de fondo
Alta calidad, alta fiabilidad
Óptima durabilidad mecánica, gracias a materias primas cuidadosamente seleccionadas y un proceso de ensamblaje extremadamente preciso
Monitoreo continuo de todos los parámetros críticos que influyen en el proceso de formación.
Alta precisión mecánica y HMI fáciles de usar, lo que garantiza una producción de alta velocidad sin interrupciones, menos rechazos y resistencia mecánica
Los contenedores satisfacen las necesidades de las empresas farmacéuticas más exigentes en cuanto a resistencia mecánica, requisitos cosméticos y dimensionales
Mire nuestras líneas en acción
BZ-HS
Technologies - Glass Converting
ver vídeo
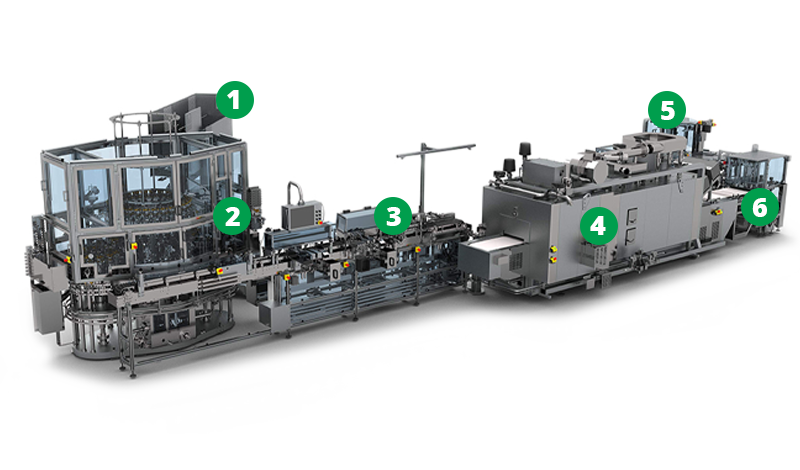
Una línea de producción completa o módulos independientes
Ampoules, Vials, Cartridges forming line
1. Cargador de tubos
2. Controles dimensionales
3. Línea de postformado
4. Hornos de recocido
5. Controles cosméticos
6. Máquinas de empaque automático
Ampoules line production
1. Cargador de tubos
2. Controles dimensionales
3. Línea de postformado
4. Hornos de recocido
5. Controles cosméticos
6. Máquinas de empaque automático
Las líneas de conversión de vidrio de Stevanato Group vienen como un paquete llave en mano, incluyendo la unidad de formado y otros equipos de proceso, o como módulos independientes. También se dispone de equipos de lavado completamente automáticos para eliminar partículas del vidrio y reducir defectos cosméticos.
El sistema recoge los contenedores y los coloca automáticamente dentro de bandejas o blísters
Siliconización
La siliconización es un parámetro crítico que influye en el rendimiento del contenedor: debe optimizarse y monitorearse para garantizar una administración segura y eficaz al paciente y garantizar la calidad del fármaco.
Technologies - Glass Converting
ver vídeo
La silicona en forma de emulsiones y/o aceite es un lubricante. Para los viales – debido a sus propiedades hidrofóbicas – el revestimiento de silicona garantiza un mayor índice de restitución hasta la última gota de producto.
Además, la capa de silicona minimiza las interacciones entre el producto y el contenedor de vidrio y evita que ciertos productos se adhieran a la superficie interna, haciendo que el vidrio parezca perfectamente transparente.
siliconization
Al optimizar el control del proceso y su fiabilidad mediante una automatización precisa, las líneas de siliconización están diseñadas para:
•Aumentar el rendimiento de deslizamiento entre el vidrio y los componentes internos (p.ej., piezas de goma) • Mejorar el flujo de las soluciones líquidas dentro del contenedor, reduciendo los problemas de “volumen muerto” • Reducir las interacciones entre los productos farmacéuticos y los contenedores de vidrio • Procesar los materiales rociados más comunes: emulsión de silicio o aceite de silicio
Características
Precalentamiento con sistema de calentamiento eléctrico
Sistema de administración independiente para cada boquilla rociadora
Bombas volumétricas para la precisión de la dosificación de silicona
Boquilla rociadora de silicona y flujos de aire para distribuir uniformemente la silicona a lo largo de la superficie interna del producto de vidrio
Lehr de horneado con sistema de calentamiento eléctrico o de gas. El Lehr de horneado puede instalarse en la línea de siliconado o ser una unidad independiente, dependiendo del tipo de silicona utilizada
¿Interesado en Líneas de formado de Viales? Envíe su solicitud
 Español
Español
 English
English
 Italiano
Italiano
 Deutsch
Deutsch
 日本語
日本語
 中文
中文