Linee di formatura flaconi per l’industria farmaceutica - Stevanato Group
Progettazione e produzione di linee di formatura avanzate per flaconi in grado di assicurare alta efficienza e flessibilità
Home - Stevanato Group > Tecnologie - Stevanato Group > Linee di formatura del vetro per l’industria farmaceutica - Stevanato Group > Linee di formatura flaconi per l’industria farmaceutica - Stevanato Group
Linee di formatura flaconi in grado di aumentare la produzione, ridurre la manutenzione, migliorare l'efficienza e semplificare le operazioni di pulizia
Linee di formatura flaconi
Linee di formatura flaconi in grado di aumentare la produzione, ridurre la manutenzione, migliorare l'efficienza e semplificare le operazioni di pulizia
Le linee di formatura flaconi sono disponibili in un'ampia varietà di specifiche che variano in base ai requisiti di produzione. Mantenendo una stretta e costante collaborazione con il cliente in ogni fase del processo, Stevanato Group è in grado di progettare e realizzare apparecchiature allestite e costruite ad hoc per il cliente, capaci di produrre flaconi di forma e dimensioni interamente customizzate.
Panoramica
CARATTERISTICHE
3BS30
BS30 EV
BZ 16
BZ HS
DOPPIA BZ HS
Applicazioni
Macchina formatrice ad alta velocità, ideale per la produzione di grandi lotti
Macchina formatrice per flaconi allo stato dell'arte, dotata di servomotori
Macchina estremamente flessibile, ideale per la produzione di lotti medio-piccoli di flaconi standard e non standard
BZ HS è la versione ad alta velocità della BZ16, dotata di servomotori
Composta da 2 macchine formatrici a uscita singola combinate in un'unica linea, è in grado di produrre grandi quantità di flaconi ad altissima velocità
30 mandrini superiori per la formatura del collo e 20 mandrini inferiori per la formatura dei fondi (10 su ogni lato)
30 mandrini superiori - 24 mandrini inferiori (12 su ogni lato)
16 mandrini superiori per la formatura del collo e 10 mandrini inferiori per la formatura dei fondi
16 mandrini superiori per la formatura del collo e 10 mandrini inferiori per la formatura dei fondi
16 mandrini superiori per la formatura del collo e 10 mandrini inferiori per la formatura dei fondi
Alta qualità, alta affidabilità
Le linee di formatura per flaconi di Stevanato Group sono progettate e costruite per garantire la massima durata meccanica, in virtù di una scelta attenta delle materie prime di costruzione e di processi di assemblaggio estremamente accurati
Monitoraggio continuo dei parametri critici che influenzano la precisione della formatura
Elevata precisione meccanica e HMI di facile utilizzo, che garantiscono una produzione ad alta velocità senza interruzioni, meno scarti e resistenza meccanica
I contenitori soddisfano le esigenze delle aziende farmaceutiche più esigenti in termini di resistenza meccanica, requisiti cosmetici e dimensionali
Guarda le nostre linee in azione
BZ-HS
Technologies - Glass Converting
Watch Video
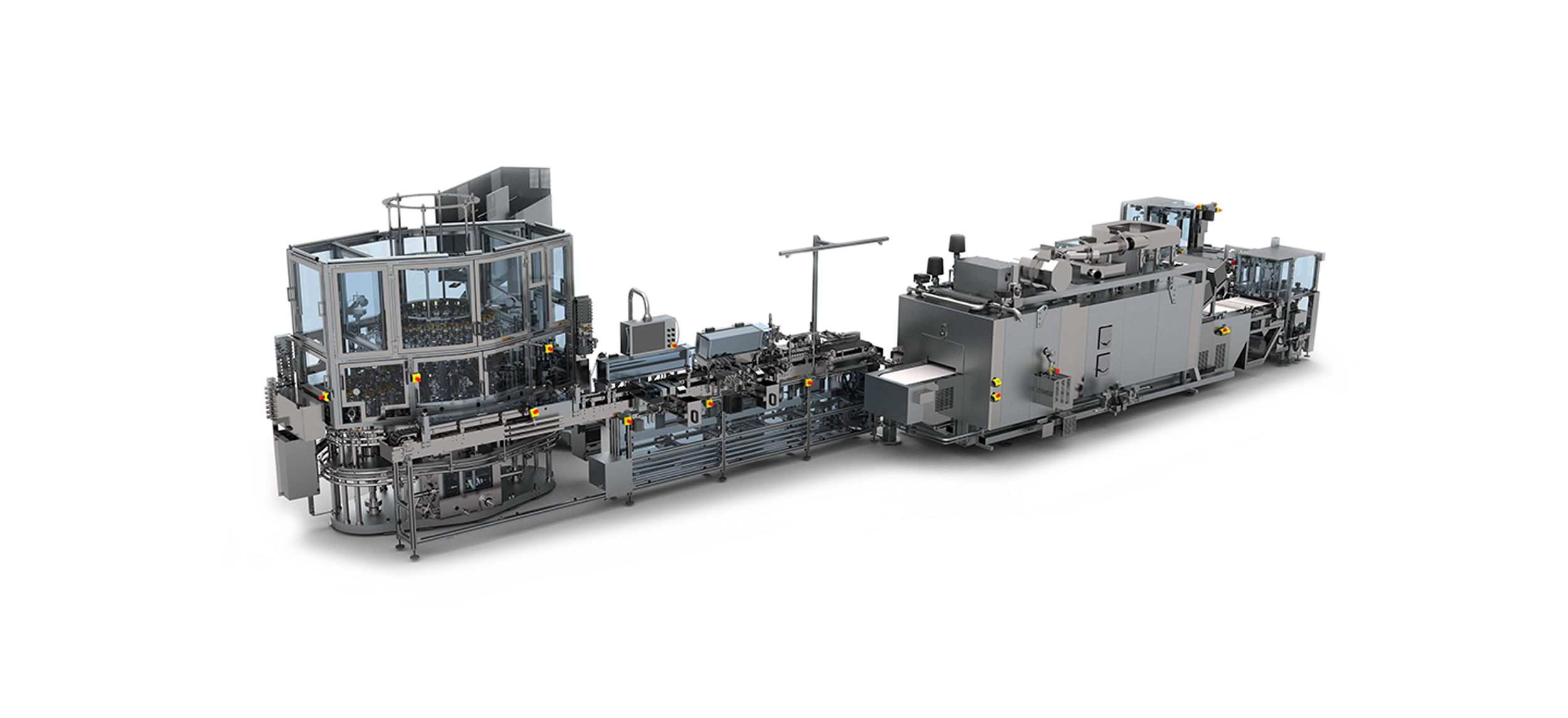
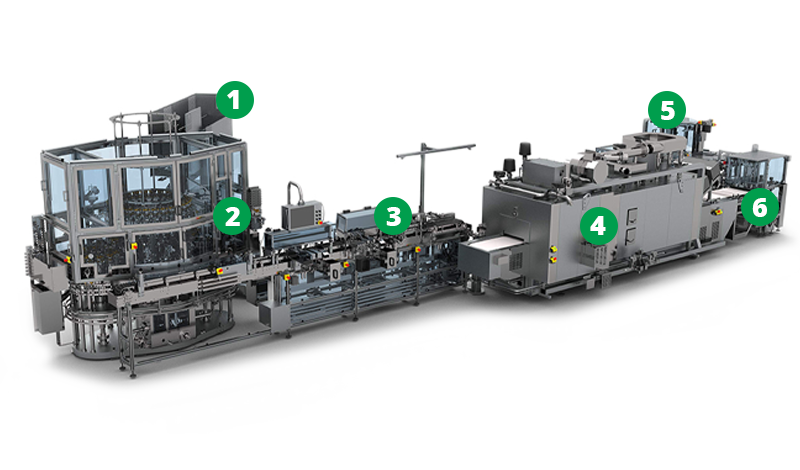
Una linea produttiva completa o moduli singoli
Ampoules, Vials, Cartridges forming line
1. Caricatore di tubi
2. Controlli dimensionali
3. Linea Afterforming
4. Forni di ricottura
5. Controlli cosmetici
6. Macchine confezionatrici automatiche
Ampoules line production
1. Caricatore di tubi
2. Controlli dimensionali
3. Linea Afterforming
4. Forni di ricottura
5. Controlli cosmetici
6. Macchine confezionatrici automatiche
Le linee di formatura del vetro di Stevanato Group vengono fornite come pacchetto chiavi in mano, incluse l'unità di formatura e altre macchine, o come moduli autonomi. È inoltre disponibile un sistema di lavaggio completamente automatico per rimuovere le particelle dal vetro e ridurre i difetti cosmetici. Clicca sui moduli qui sotto per saperne di più.
Il sistema preleva i contenitori e li posiziona automaticamente all’interno di tray o blister
Siliconatura
La siliconatura è un parametro critico che influenza le prestazioni del contenitore: deve essere ottimizzata e monitorata per garantire una somministrazione sicura ed efficace al paziente e la qualità del farmaco.
Technologies - Glass Converting
Watch Video
Il silicone sotto forma di emulsioni e/o olio è un lubrificante. Per i flaconi – a causa delle sue proprietà idrofobe – il rivestimento di silicone garantisce un tasso di restituzione più elevato fino all’ultima goccia di prodotto.
Inoltre, lo strato di silicone riduce al minimo le interazioni tra il prodotto e il contenitore in vetro e impedisce ad alcuni prodotti di aderire alla superficie interna, facendo apparire il vetro perfettamente trasparente.
siliconization
Ottimizzando il controllo del processo e la sua affidabilità attraverso un'automazione precisa, le linee di siliconatura sono progettate per:
• Aumentare le prestazioni di scorrimento tra il vetro e i componenti interni (ad es. parti in gomma); • Migliorare il flusso di soluzioni liquide all'interno del contenitore, riducendo i problemi di "volume morto"; • Ridurre le interazioni tra i prodotti farmaceutici e i contenitori in vetro; • Elaborare i materiali spruzzati più comuni: emulsione di silicone o olio di silicone.
Caratteristiche
Preriscaldo con Sistema di riscaldamento elettrico
Sistema di erogazione indipendente per ciascun ugello
Pompe volumetriche per un preciso dosaggio del silicone
Ugello di nebulizzazione del silicone e flussi d’aria per la distribuzione uniforme del silicone lungo la superficie interna del prodotto in vetro
Forno di cottura con sistema di riscaldamento elettrico o a gas. Il forno di ricottura può essere installato sulla linea di siliconizzazione o essere un'unità indipendente, a seconda del tipo di silicone utilizzato
Interessato a Linee di formatura flaconi? Invia la tua richiesta
 Italiano
Italiano
 English
English
 Deutsch
Deutsch
 日本語
日本語
 中文
中文
 Español
Español