Visual Inspection Camera Systems | Stevanato Group - Stevanato Group
Advanced visual inspection technologies for pharma containers. Camera systems and testing methods for quality control and defect detection. Get a quote!
Home - Managing Complexity, Delivering Value - Stevanato Group > Technologies & Equipment - Stevanato Group > Visual Inspection Systems for Pharma | Stevanato Group - Stevanato Group > Visual Inspection Camera Systems | Stevanato Group - Stevanato Group
Whether you are looking for well-established techniques or the latest advancements in the industry: we support your plans to deliver the highest standards of patient safety
Your product. Our inspection technologies.
Whether you are looking for well-established techniques or the latest advancements in the industry: we support your plans to deliver the highest standards of patient safety
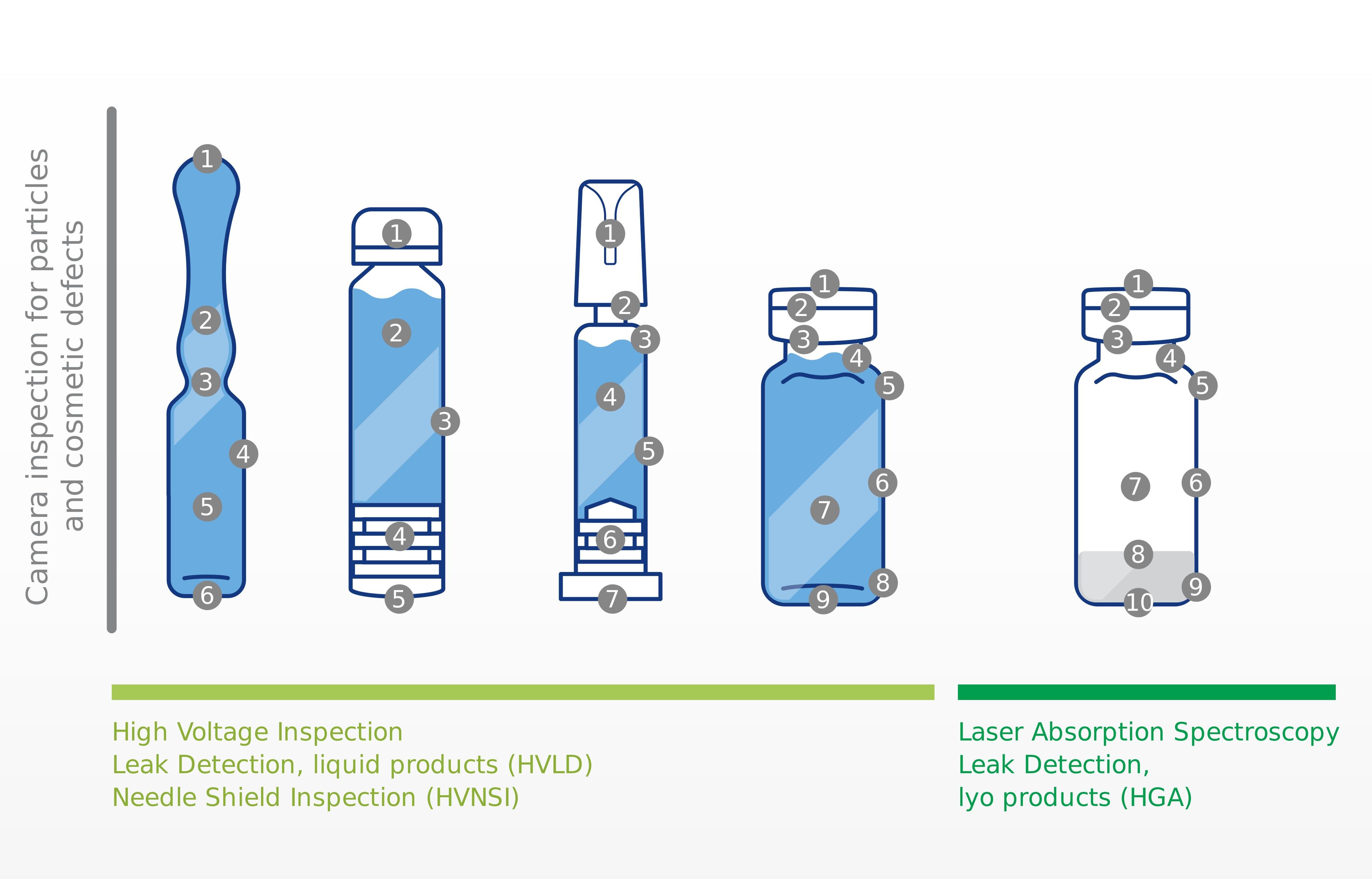
We offer state-of-the-art solutions for reliable particle inspection and detection of cosmetic defects, as well as complementary technologies, such as leak detection to test container integrity.
Our inspection capabilities at a glance
When dealing with pharma inspection, there is no “one-fits-all” solution. At Stevanato Group, we evaluate each product and its properties and recommend a technology that best suits your requirements.
inspection capabilities
1. Top shape and cosmetics 2. Color Code Ring 3. OPC 4. Body 5. Particles 6. Bottom
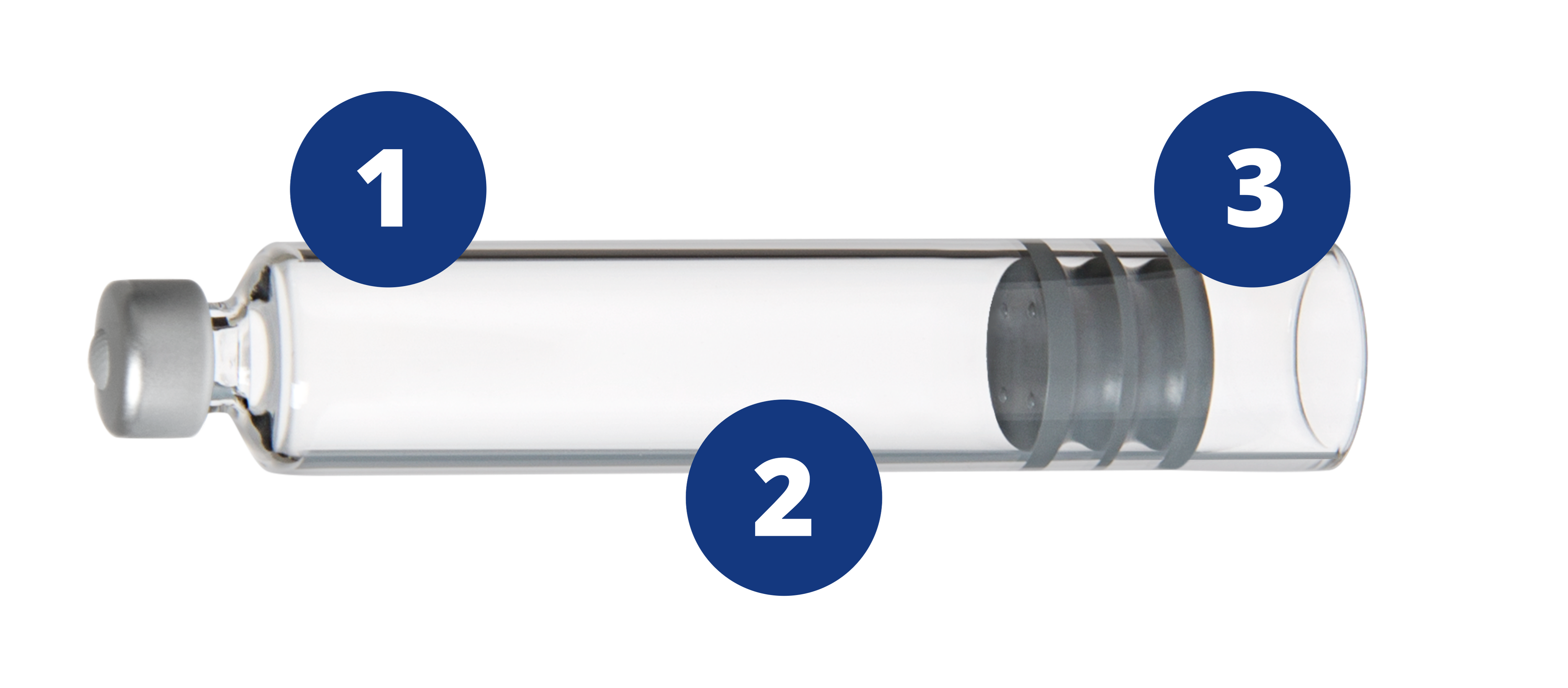
1. Cap (seal disc, cap rubber) 2. Particles 3. Barrel 4. Plunger 5. Bottom
The key factors for deciding between a matrix or line scan camera are the properties of the container, its content, and possible defect scenarios.
Technologies - Visual Inspection
Watch Video
Whatever the task, we leverage our expertise and mastering of advanced technologies to synchronize the field of view, acquisition of images, illumination, container spinning speed, and rotation scheme.
Applications
Technologies - Visual Inspection
Watch Video
Inspection of Water-like Products, Clear and Dark
With our particle tracking algorithm, we can efficiently detect particles in a wide range of liquid pharmaceutical products.
01
Very effective in minimizing spurious responses
02
Particle size and shape determined with robustness
03
High detection rate even through printing or occlusions
04
Very low false-rejects in difficult-to-inspect areas, such as the meniscus or bottom of the container
Technologies - Visual Inspection
Watch Video
Inspection of Suspensions and Milky Drugs
We have developed a patented method to reliably inspect even the most challenging suspensions or turbid products, such as insulin. Coupling high speed, line scan cameras and smart lighting systems we achieve a high detection rate and a simultaneous low false rejection rate.
Our method features:
01
Product homogenization
02
High-speed spinning to move particles outside
03
Side light projection to increase contrast
04
Line scan cameras for highest sensitivity and lowest noise
05
Multiple stations for correlating very dense suspensions
Inspection of Very Viscous Products
With common camera inspection techniques, it is hard to distinguish what is inside or outside the container when filled with very viscous products, such as hyaluronic acid.
Our 3D particle position detection technique provides:
01
Trajectory analysis to determine apparent speed
02
Reliable detection through printing or occlusions
03
Robust particle size and shape determination
04
Laser diffraction for denaturation detection
Lyo Particles Embedded - Inspection for lyophilized products
Lyo Particles on Bottom - Inspection for lyophilized products
Lyo Particles on Top - Inspection for lyophilized products
Inspection for lyophilized products
Freeze-dried products are typically difficult to inspect and their variable characteristics can easily be misclassified as defects.
Lighting and image capture techniques are the key to an accurate and precise automated inspection of lyophilized products.
Here are some of the approaches we successfully implemented:
01
Special lights to separate glass and particles from the variable lyo surface topology and appearance
02
Multiple lighting setups are used correlating the views to enhance the detection rate (DR) and lower false rejects
03
Multiple views enhance 360° detection of the lyophilized cake
Container closure integrity: HVLD and HGA
Loss of sterility in parenteral products is one of the most serious threats to patient safety. Leak detection techniques can effectively verify container integrity.
HVLD Features
Stevanato Group applies high-voltage leak detection (HVLD) for the detection of leaks in containers filled with liquid and head-space gas analysis (HGA) to test containers filled with lyophilized products.
HVLD Features:
01
Superior to Dye Testing
02
Objective
03
Fast > 600 pcs/min
04
HV is better than vacuum for viscous liquid
05
No influence on proteinaceous active products
06
Temperature-compensated conductivity for higher stability
HGA inspection station processing vials
HGA Features
HGA is applicable to packages optically transparent to NIR radiation in the range 760 -1400nm (tubular, molded, clear, amber glass, PP, PE, COC, COP).
HGA ensures 100%:
01
Maintenance of headspace conditions created during package manufacturing
02
Sterility & stability for filled and finished packages
We can provide integrated Leak Detection systems on any of our inspection machines.
Recent advancements in artificial intelligence can optimize pharma visual inspection processes, providing advanced analytical tools to identify and classify defective products with greater accuracy and robustness.
How can Artificial Intelligence (AI) reduce false reject rate without sacrificing the detection rate?
01
Robustness to variability: the model can systematically embed a much larger knowledge base in comparison to a rule-based classic solution ‣ This results in a reduction of false-rejects
02
Continuous improvement: the model can increase knowledge efficiently to improve the accuracy of the outcome ‣ This results in a further reduction of false-rejects
03
Furthermore, AI models can generalize the acquired information to classify several similar objects, and knowledge abstraction can be used to optimize costs. For example, different syringe flanges from various suppliers can be inspected using the same AI model.
Do you want to get the most out of your machines?
Stevanato Group Vision AI, the platform integrating Deep Learning models, will enhance your equipment inspection performances, enabling you to reduce false rejects while increasing the detection rate. Save money and rely on skilled AI and vision engineers.
NIR, X-RAY and Bubble suppression: never stop exploring
Our main goal is to support our customers and help them successfully overcome their challenges. Sometimes this means adopting new and innovative methods of inspection. We have successfully tested the following techniques:
xray infrared bubble suppression
1. Near Infrared (NIR)
NIR is a spectroscopic method. A substance is illuminated with a broad-spectrum (many wavelengths or frequencies) of near infrared light, which can be absorbed, transmitted, reflected or scattered by the sample. Cameras typically identify particles embedded on the surface or the bottom of a lyophilized drug, NIR can be useful in spotting the contaminants lying inside the cake to distinguish the foreign particle (glass, paper, etc.) from the substance itself.
2. Bubble suppression
When inspecting parenterals, good products may be rejected as defective because cameras misclassify bubbles as particles. In several projects we have successfully implemented an efficient method to separate air bubbles from particles, which is particularly suitable for high-speed cartridge inspection. By spinning the container at high speed, we confine the bubbles at the center and look for defects in all the other areas.
3. X-Ray
The pharma industry still has reservations about adopting x-ray inspection as they fear product stability could be compromised by radiation. Recent studies show that pharma products are not affected in terms of their chemical makeup and efficacy following exposure to x-ray in inspection systems. This opens up new opportunities: X-ray could be used for the inspection of biologics or for automatic sampling of lyophilized products.
xray infrared bubble suppression - MB
1. Near Infrared (NIR)
NIR is a spectroscopic method. A substance is illuminated with a broad-spectrum (many wavelengths or frequencies) of near infrared light, which can be absorbed, transmitted, reflected or scattered by the sample. Cameras typically identify particles embedded on the surface or the bottom of a lyophilized drug, NIR can be useful in spotting the contaminants lying inside the cake to distinguish the foreign particle (glass, paper, etc.) from the substance itself.
2. Bubble suppression
When inspecting parenterals, good products may be rejected as defective because cameras misclassify bubbles as particles. In several projects we have successfully implemented an efficient method to separate air bubbles from particles, which is particularly suitable for high-speed cartridge inspection. By spinning the container at high speed, we confine the bubbles at the center and look for defects in all the other areas.
3. X-Ray
The pharma industry still has reservations about adopting x-ray inspection as they fear product stability could be compromised by radiation. Recent studies show that pharma products are not affected in terms of their chemical makeup and efficacy following exposure to x-ray in inspection systems. This opens up new opportunities: X-ray could be used for the inspection of biologics or for automatic sampling of lyophilized products.
Interested in Inspection Technologies? Submit your request
We value your feedback It helps us improve accessibility and your experience
 En
En
 It
It
 De
De
 日本語
日本語
 中文
中文
 Es
Es